Zašto savijeni delovi odstupaju od zadatih vrednosti u SolidWorks-u? Odgovor je jednostavan: nije podešen K-faktor. Ukoliko se ne podesi drugačije, softver postavlja standardnu vrednost K = 0,5
Šta je K faktor?
Matematički pristup:
K faktor se razlikuje u sledećim situacijama:
- Različiti uglovi savijanja. Najčešće se vrši podela na svakih 45°, i to 0-45, 45-90, 90-135 itd.
- Različiti radijusi savijanja
- Različiti materijali
Primer:
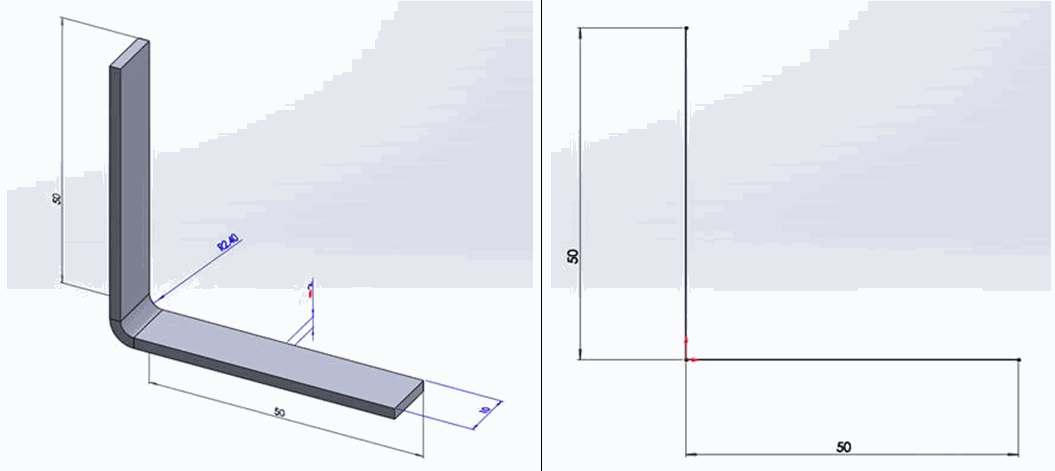
- Ugao savijanja od 90 stepeni
- oblikač radijusa R=2.4 mm (unutrašnji radijus limenog dela iznosi R=2.4)
- stranice dužina 50 mm
- debljina lima od 2 mm
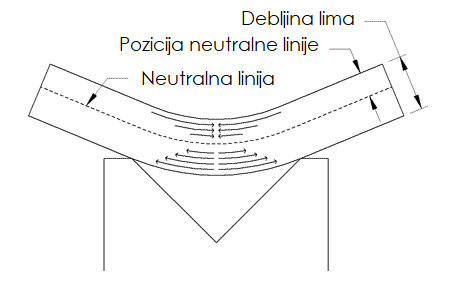
- K=0.6 – srednja linija je pozicionirana na 60% debljine lima gledano sa gornje strane.
Radijus na 60% debljine lima gledano sa gornje strane iznosi:
R=unutrašnji radijus+(debljina lima*K faktor)
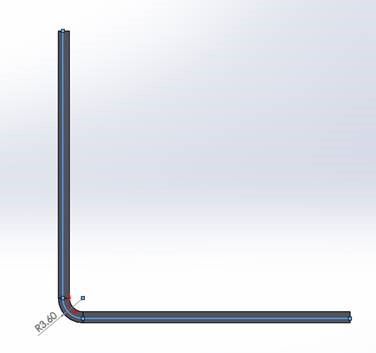
R=2.4+(2*0.6)=3.6 mm
L(razvijeno)=dužine nesavijenih stranica + dužine kružnih lukova
U našem slučaju dužine nesavijenih stranica ne iznose 50 mm, već zbog radijusa iznose 50-2.4mm=47.6 mm. Obe stranice su istih dužina.
L(razvijeno)=(2*47.6)+((2*3.6*pi)/4)=100.85486678 mm – ova vrednost se dobija i u SolidWorks-u.
(2*3.6*pi)/4 – u zagradi se izračunava obim kruga sa radijusom od 3.6 mm, dok se deljenje sa 4 vrši jer se razmatra savijanje od 90 stepeni (četvrtina punog kruga).
Fizički, dužina razvijenog stanja predstavlja dužinu linije prikazane na slici ispod:
Kako odrediti K faktor?
Uzmite lim dužine 100 mm i npr. debljine 2 mm (širina je nebitna). Približno na sredini lima na presi napravite savijanje od 90 stepeni oblikačem radijusa 2.4 mm. Po savijanju izmerite dužine pravih stranica (do radijusa), npr. neka to u ovom slučaju bude u pitanju dužina od 47,65 mm. Sa ovim podacima možete postaviti jednačinu:
100=2*47,65+((2*X*pi)/4)
X=2,992 mm – odnosno neutralna linija na osnovu koje se izračunava razvijeno stanje se nalazi lokaciji gde radijus savijanja iznosi 2,99 mm.
2,992=2.4+(2*K)
K faktor iznosi K=0.3. Ovaj proces određivanja K faktora povlači sa sobom manje greške jer se ne može uvek tačno odrediti dužina stranice do radijusa, a i materijali nisu idealni i ne ponašaju se isto svaki put. Iz tog razloga preporučujem da se za isti materijal i istu debljinu lima urade 3 merenja kako bi se izvukla srednja vrednost.